
摘 要: 介紹兩輥式汽車變截面板簧軋機計算機控制系統的主要硬件結構、設計方法,以及多模態智能控制算法在液壓伺服系統中的應用。該控制系統設計合理,運行穩定,控制精度高。
關鍵詞: 變截面軋機 鋼板彈簧 多模態智能控制
變截面軋機是生產汽車變截面板簧的關鍵設備。它將加熱到950℃的等截面彈簧鋼板通過轉動的軋輥壓縮及拉拔機構拉拔,使其橫斷面按照設計的變形曲線改變。目前國內鋼板彈簧生產企業或者采用進口軋機如英國西爾公司、德國波克公司的某些產品,或者采用國產的仿西爾公司的三輥軋機及一些簡易軋機。簡易軋機生產的產品精度低、展寬大,國產三輥軋機能耗、設備的體積較大。
兩輥式變截面軋機是目前國內開發出的技術含量較高的軋機產品。該軋機機械液壓結構設計緊湊,能耗低,機械結構中無側輥限制板簧在軋制過程中的寬展,通過計算機控制軋制中的壓下量和拉力及軋輥磨擦力的平衡及壓下拉拔裝置的位置伺服控制,保證軋制后板簧的展寬在1%以內。
本文介紹兩輥式軋機的計算機控制系統設計。該軋機由液壓伺服系統驅動,采用IBM-PC工業控制計算機及可編程控制器控制。
1 軋機結構及主要技術指標
1.1軋機結構
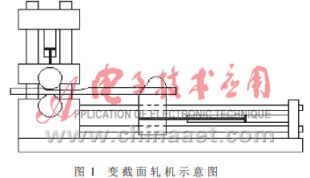
圖1為兩輥式變截面軋機示意圖。軋機的機械結構由一個鋼制構架支撐和軋輥驅動機構及拉拔機構組成,軋輥由液壓馬達驅動,上軋輥由伺服油缸控制上下運動,拉拔機構由導柱和液壓夾緊裝置構成,由水平伺服油缸控制做水平方向運動。由液壓蓄能器穩定壓下的壓力,液壓馬達輸出的扭矩由一比例減壓閥控制。由兩個旋轉編碼器檢測X、Y方向的位移和速度。
1.2軋機的主要性能指標
· 最大軋制長度:1200mm
· 最小軋制長度:300mm
· 板坯最大厚度:50mm
· 板坯最大寬度:160mm
· 最大軋制力:760kN
· 最大拉拔力:200kN
· 最大軋制速度:30m/min
· 產品厚度公差:±0.1mm
· 產品寬度公差:板寬≤100mm ±1mm,板寬>100mm ±1%
2 計算機控制系統設計
2.1總體設計
軋機控制系統的被控量可分為模擬量部分和開關量部分。模擬量部分由四路組成,分別控制液壓系統的輸出流量、液壓馬達的輸出扭矩、拉拔油缸運動速度、壓下油缸的運動速度。模擬量部分由一臺IBM-PC 486DX2-66工控機控制。開關量部分由一臺MASTER K200可編程控制器(PLC)控制,這些控制包括液壓站的油溫控制、軋輥的冷卻、操作按鈕站、拉拔方向的制動限位、軋輥及液壓系統的潤滑控制、軋機的狀態檢測及故障報警、各相關部分間的互鎖控制等。工控機與PLC間通過開關量接口進行通訊。這樣即減輕IBM-PC的運算量,縮短了控制周期;避免控制集中造成的控制風險集中,提高了系統的可靠性。無論IBM-PC或PLC那一部分出現異常,系統均能采取必要的保護措施。
2.2 控制系統硬件結構
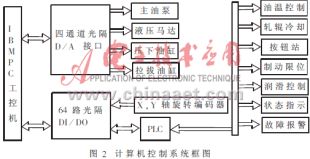
軋機的計算機控制系統結構如圖2所示,由計算機、四路12位光隔D/A接口、64路光隔開關量輸入輸出接口(DI/DO)、可編程控制器(PLC)組成。計算機通過DI/DO接口及RS232接口與PLC進行通訊。采用兩個12位絕對式光電編碼器檢測X、Y方向的位置和速度。油溫控制部分的作用是控制液壓站的油溫在允許范圍內;軋輥冷卻部分控制軋輥的冷卻;按扭站用來輸入控制命令;制動限位部分在軋機的拉拔機構超過停車范圍時自動停車;潤滑控制部分根據拉拔機構的運行次數控制潤滑油缸自動向各潤滑點加注潤滑油;狀態指示部分顯示軋機的運行狀態;故障報警部分在軋機出現異常時進行聲光報警。
2.3 多變量處理
在軋制過程中除了對拉拔、壓下機構進行位置伺服控制外,還要保證液壓系統的流量及液壓馬達的輸出扭矩保持恒定。軋機的控制系統為一多變量控制系統。
液壓系統采用的伺服閥內部具有閥芯位置的閉環控制環節,可看作一比例環節。為了簡化控制器結構,根據設計要求,拉拔機構、液壓系統的流量、液壓馬達的輸出扭矩分別采用開環控制,系統近似為單變量系統。由于產品的截面變形曲線的斜率較小,即壓下裝置的運動速度遠小于拉拔機構的運動速度。所以即使拉拔方向采取開環控制,也可獲得期望的控制效果。
2.4控制算法
采用智能控制算法對電液伺服系統已有成功的報道[1] ,對軋機這類具有雙坐標的電液伺服系統,也選擇了多模態仿人智能控制算法。軋機的液壓伺服系統具有大流量、高壓力且拉拔方向運動的最高速度為30m/min,控制對象有一定的非線性、時變性。在設計有效的控制算法時,首先應考慮控制系統的實時性,這要求控制系統的結構不應該很復雜的,其決策和推理應是快速的。
多模態控制就是在控制過程中根據系統不同的特征狀態,控制器采用不同的控制策略和控制模式的一種控制算法。特征狀態是指一些反映系統特性、特征變化以及所處狀態的特征量的集合,用Gi表示。所有的特征狀態構成一個特征狀態集,用G表示。則有
G=<G1, G2,…,Gm>
其中 Gi=(Gi1,Gi2,…,Gih) (i=1,2,…,m)
控制模式用Ai表示,所有的控制模式構成了多模態控制器的控制模式集,用A表示。
A=<A1,A2, …,Am>
其中 Ai=U=f(Gij) (i=1,2,…,m;j=1,2,…,h)
控制的實現就是由G到A推理過程的實現。可由產生式規則IF G THEN A來表達。
為了獲得良好的實時性,同時也考慮控制精度的要求,應盡可能選擇較少的特征狀態。考慮控制系統的穩定性,選取誤差及其一階導數為基本特征量,經過這樣的處理及大量的人-機在線學習的基礎上,總結出下列三種基本的特征狀態和相應的控制模式。
其中U(n)為控制量的第n次輸出值;U0為控制量在誤差過零時的保持值;b1,b2為常數;Kp和K分別為比例增益及抑制系數;Kd,Ki,Td,Ti分別為微分和積分抑制系數及時間常數;T為采樣間隔;Em(1)為第一次誤差峰值;EI為G2狀態下的區間積分值。
文獻[3]給出了控制對象的模型及仿人智能控制算法的仿真實驗結果及與PID算法控制效果比較,從實驗結果分析采用智能控制算法解決液壓伺服系統的實時控制問題,能取得比PID控制算法更好的控制效果;控制器的設計不依賴對象的數學模型,對液壓系統參數變化不敏感,魯棒性強;算法簡單,控制系統實時性好。
3 軟件設計
控制軟件在DOS操作系統下運行,采用C++語言模塊化設計,分系統設置、自動軋制、手動操作、零點調試、工藝文件編輯修改、文件操作、顯示、統計、打印等模塊。中文圖形界面,操作簡便,只須輸入軋制路徑即可生成工藝文件。軋機狀態及軋機運動曲線實時圖形顯示,通過修改系統中斷8實現對采樣、控制、顯示的多任務處理。
總之,對電液伺服系統的控制采用多模態智能控制算法可以取得較好的控制效果,具有控制策略靈活、算法簡單等優點,不僅伺服跟蹤能力強,而且對系統參數變化不敏感,魯棒性強,控制效果好。軋機已于1997年12月試制成功,投入正式生產。軋機的軋制速度、精度、運行可靠性等均達到設計要求。
參考文獻
1 陳燕慶.工程智能控制.西安:西北工業大學出版社,1991年
2 Zhou Qi Jian,Bai Jian Kuo.An Intelligent Controller of Novel Design,MICONEX'83 Proceedings of Multinational Instrumentation Conference
3 李祖民,萬文略.計算機電液控制系統中仿人智能控制的研究.四川兵工學報,1997;18(3)