
黑龍江省東方紅木業股份有限公司是國內大型刨花板生產企業之一。其主要生產線采用德國設備,電控" title="電控">電控部分為德國西門子產品,伺服驅動器" title="伺服驅動器">伺服驅動器為德國ATR品牌。刨花板的生產工藝大體分為:原料混合——預壓——定長切割——烘干等幾方面。本次VEC-VB伺服主要應用在鋪裝皮帶、預壓和飛鋸上。用以替代原德國ATR伺服驅動器。本文主要介紹VEC-VB伺服在飛鋸系統中的應用。
飛鋸功能同飛剪功能一樣,都是在運動中對材料進行定長分切,適合物料無法停止剪切之場合。并且較之傳統的切割方式飛鋸(飛剪)功能除了可以保證剪切精度以外還大大的提高了生產效率。這是推廣飛鋸(飛剪)系統的關鍵所在。
一、VEC-VB伺服簡介
VEC-VB機型之驅動控制器內含自動追剪控制功能,適用于化妝品或牙膏軟管押出機后段之離心刀定長裁切機、高頻焊管生產線后段之定長鋸切機、斜紋螺旋紙管生產線后段之定長裁切機、PVC管或異型材擠出機生產線后段之定長鋸切機、鋼板定長橫剪機、填裝/注裝機、或其它需要隨著工件移動之專用加工設備。
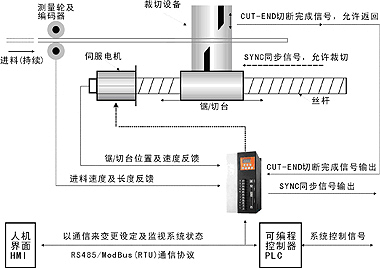
二、基本系統架構
1、東方紅木業公司飛鋸傳動電機為30KW普通交流感應電機" title="感應電機">感應電機。
2、驅動器選用VEC-VB系列30KW伺服驅動器。
3、編碼器選用5V線驅動式增量型編碼器,可輸出差動信號。
4、選用了人機界面,以便于資料輸入,動作切換,系統監視。
5、選用了PLC用以儲存數據和發出控制指令。
以上基本組件構成了VEC-VB飛鋸系統最直接、最經濟的控制要求。

三、系統運行基本曲線和時序
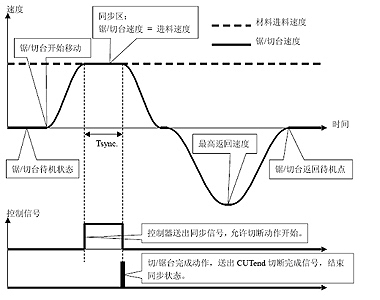
圖表2 VEC-VB系統基本運行速度曲線
圖表3 VEC-VB系統基本運行功能時序之描述
切臺移動速度與加工動作之時序說明:
參考上圖中,上下起伏的實線,清楚的表示出整個裁切循環過程中,切臺運行的速度曲線;而平直的虛線則代表穩定的進料速度。整個循環分成五個不同的狀態分析如下:
1. 待機狀態:
在一個循環開始時,若送料總長度尚未達到指定裁切長度,即屬于待機狀態。VEC-VB隨時偵測輸入材料之長度及當時送料速度。采取前置量偵測法,若長度到達前置量,則立刻指揮伺服電機" title="伺服電機">伺服電機運轉,進入追速狀態。
2. 追速狀態
送料持續進行,VEC-VB在偵測輸入材料之長度及當時送料速度的同時,并指揮伺服電機依照S曲線加速至與進料速度同步;務求在進入同步速度的瞬間,鋸/切臺與材料的動態相對位置已經整定完成。接著便進入同步狀態。
3. 同步狀態
一旦進入同步狀態,VEC-VB立刻送出同步信號給鋸/切臺控制機構,要求執行切斷動作。同時,VEC-VB依然持續偵測進料長度及進料速度,隨時保持鋸/切臺與材料之間的動態相對位置永遠不變;如此才能確保裁切斷面的平整。當裁切完成之后,切刀自動退出,并發出裁切完成信號。VEC-VB接收到本信號,則不再繼續維持同步,立刻進入減速狀態。
4. 減速狀態:
VEC-VB指揮伺服電機依照S曲線減速直到完全停止。同時,仍然持續偵測并累計進料長度。一旦伺服電機完全停止,VEC-VB立刻將鋸/切臺現在的位置記錄為本次裁切之最遠行程。接著立刻進入回車狀態。
5. 回車狀態:
回車過程中,VEC-VB仍持續偵測并累計進料長度。回車完成之后系統自動進入待機狀態,等待下一循環的開始。
經過與原系統的配合調試和對VEC-VB伺服的參數調整,達到了原德國ATR伺服驅動器的水平,滿足了客戶的生產工藝要求。據此結論:本次應用圓滿成功!