
表面破損" title="表面破損">表面破損檢測" title="檢測">檢測問題的提出
準確、快速地探測零件表面缺陷,直接關系產品質量,若不及時剔除不合格產品,將會帶來質量隱患。但在以批量生產方式為特徵的汽車、摩托車、內燃機等行業,識別和檢測重要零件關鍵部位的表面缺陷迄今還是以人工目測為主。由于考慮到工藝執行過程中的復雜性(尤其在采用了先進的分離大小頭的連桿漲斷工藝后),還必須提出規范的評定標準。如,對連桿大小頭結合面可能存在的破損,就有如下具體規定:破口面積小于3mm2;破口任何一方向的線性長度小于2.5mm。只要符合其中一個條件,就將判定為不合格而被剔除。
根據零件的特點,破口可能出現的區域在結合面(線)的外側,其范圍呈“八”字形。在此情況下,依靠人工目測、估算的方式,不但效率低,勞動強度大,且無法準確執行上述標準中的規定。另一方面,即使采用其它常規測量方法,也難以達到上述目的。
圖像處理" title="圖像處理">圖像處理技術用于表面缺陷檢測的原理
圖像處理技術又稱“機器視覺”,乃是將被測對象的圖像作為信息的載體,從中提取有用的信息來達到測量的目的。它具有非接觸、高速度、測量范圍大、獲得的信息豐富等優點。通過CCD(Charge Coupled Device)攝像頭與光學系統、處理系統的組合,可實現不同的檢測要求。對于上述工件表面缺陷的識別可采取圖1所示的反射方式。
如圖所示,本系統通過一個方形LED漫反射光源照亮待檢測的破口區域,光線照射到對象表面后,反射到攝像頭內的光電耦合CCD組件上轉化成對應的電量信號。其中CCD組件可理解為一個由感光像素組成的點陣,CCD的每一個像素都一一對應了被測對象的二維圖像特徵,即通過對“像素點成像結果”的分析可以間接分析對象的圖像特徵,比如通過對二值化圖像中的成像像素個數的計算,可以得到相應對象的長度值和面積值。圖像處理系統根據電量信號將得到的圖像進行二值化處理后,把二值圖像作為對象進行進一步的計算分析。
本圖像處理系統在實際使用中,對于灰度的二值化閾值和光源的設定采用比對的方法實現。比對的具體方法:用已知的樣件作為標定(比對)的參照物,把已知的參照物測量值除以參照物對應的像素值,即可得到像素與實際值之間的對應比例值。通過調整光源亮度以及系統的二值化閾值,對灰度的二值化閾值進行優化,保證系統對對象邊界具有相對較高的分辨率,即優化后的二值化閾值和光源可以使邊界的變化產生盡量大的像素值變化。
作為一種新穎而又實用的傳感技術,圖像檢測單元近年已實現產品化,一些知名的廠商,如日本的松下公司、德國的西門子公司等都推出了品種規格齊全的系列化產品,包括光源、攝像頭、圖像處理器等,這對圖像檢測技術的推廣應用創造了很有利的條件。與此同時,所頒布的相關企業標準,不但規范了生產,而且為用戶在不同情形下選用合適的檢測單元及更快、更好地進行系統設計提供了依據。
根據被測對象的特徵(工件、被測部位),參照有關標準,將能方便地選取合適的圖像檢測單元。以連桿為例,由于結合面的破口缺損面積不可能大于15×15 m m2,故從相應的標準中取“視野”為20×21.4 m m2這一檔較合適。而相對每一檔的視野和景深,用戶又可選擇不同焦距的攝像機,如8、16、25和50等多種型號,每一種焦距又對應表徵透鏡至被測表面距離al和表徵透鏡至CCD感光面距離ba等兩項參數。根據被測工件的情形,選焦距f=25mm的攝像頭,此時上述兩項參數分別為137mm和9mm。本例采用的是松下公司的小型圖像檢測單元,其中的核心部件CCD感光片的像素為512×480,在視野確定的情形下,據此就能求出所選檢測單元的測量分辨率:
X向分辨率:
21.4/512=0.0417mm
Y向分辨率:
20.0/480=0.0417mm
面積分辨率:
0.0417×0.0417=0.00174mm2
圖1所示的反射型圖像測量,光源有組合在攝像頭之中和分體布置等兩種形式,而光源自身又有熒光燈、鹵素燈、激光和LED光源等多種。根據本例的具體情況,采用了分體布置的LED光源方案,這種型式易于調整。

圖1 反射型圖像測量原理
專用檢測設備的組成、設計特點和運行過程
系統的組成
測量系統方案的形成,一方面根據被測對象的特點,如前所述,結合面上的破口缺損分布范圍呈“八”字形,這表明為完成一次檢查,需通過三個方向進行測量;另一方面,工藝、生產部門又提出實行全數檢驗的要求。因此,決定采用半自動方案,即除工件裝卸為人工外,整個測量過程均為自動,以適應較快的工作節奏。
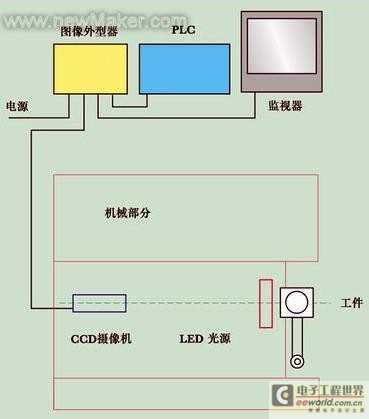
圖2a

圖2b
圖2a,測量系統主要由攝像頭、LED光源、圖像處理單元、可編程控制器(PLC)、顯示器和機械部分等組成,其中,攝像頭用于取像;LED光源提供穩定的、長效的光源,保證取像質量;可編程控制器(PLC)對測量系統的功能執行予以控制;圖像處理單元對數據進行處理、分析,并提供信號輸出;顯示器顯示取像情況和數據分析結果;機械部分支承和實施測量過程中的動作。
測量系統的運行過程和特點
檢測裝置為一臺式儀器,結構很緊湊。從圖3的兩個示意圖可看出,攝像頭3固定在擺臂4的一端,其另一端通過樞軸支承在支架7上。安裝在機架9一側的步進電機5,借助同步齒形帶6和樞軸上的同步輪可帶動擺臂4回轉,轉動的范圍為±150,由布置在機架兩側的二個接近傳感器8輔助定位。另外一對光電傳感器安放在工件1的入口處兩側,用于確保實施測量前工件在夾具上的準確定位,并接通光源。

圖3 專用檢測設備結構簡圖
連桿結合面破口缺損的測量實例
攝像頭,即擺臂的原始狀態在偏右的位置(在圖2b中的A)。在擺臂驅動機構的帶動下,攝像頭順序從右、中、左三個夾角互為150的位置,即A-B-C處分別采樣。同時,圖2a框圖中的圖像處理單元通過RS232接口,把攝像頭在每個位置連續三次采樣的數值結果,傳輸到可編程控制器PLC進行比較。如果上述連續三次的測得結果都相同,則這個數值被確認為可靠值,隨后就存入PLC的堆棧,用于最終對三個方位檢測結果比較,并找出其中的最大值。
如果攝像頭在每個位置連續三次的檢測結果不相同,則需再執行一回連續三次的采樣,并對結果做比較。若反復五個循環(15次采樣)都無法得到可靠值,則整個檢測系統將自動進行復位,擺臂驅動機構帶其上所裝的攝像頭又回到右邊的初始位置。與此同時,裝置發出“系統故障”的信號。
作為一種表面缺陷測量,上述檢測系統具有圖像的直觀顯示與測量結果的分析判斷相結合的特點。對于連桿結合面破口缺損的面積檢測,通過圖像處理中的優化算法將破口影像獨立出來,其中破口缺損部分的影像二值化為黑色,其它部分的影像為白色。然后,通過對黑色像素點的統計計算和單位轉換,就能得到破口缺損部分的面積大小,進而作出合格與否的判斷。至于對破口最大線性長度的檢測,乃是利用“邊界掃描法”通過沿X方向和Y方向的掃描,找到破口的邊界,然后根據對兩組平行線所圍成的矩形、即包絡破口邊界的那個矩形的對角線的計算,來確定破口缺損部分的最大線性長度。
每完成一次檢測,在顯示器上將呈現的測量結果包括:面積CA01、X方向長度CA02、Y方向長度CA03和最大線性長度CA04等4項。然后,根據事先設定的評定指標,對結合面破口缺損的狀態作出判斷。為方便操作人員在批量生產條件下的使用,機體正面的上部有綠色(合格)指示燈或紅色(不合格)指示燈,以更簡捷的方式表明被檢工件的狀態。