
一、引 言
高爐料車卷揚機傳統的調速方法是采用繞線轉子異步電動機,通過集電環和碳刷在轉子回路中串入若干段電阻,由接觸器控制接入電阻的多少來控制轉速。這種調速的缺點是:能耗高,低速機械特性軟,電網電壓的高低對速度影響很大;因為轉速的降低是通過轉子外接電阻消耗能量來實現的,并且轉速越低,機械特性越軟,消耗在電阻中能量比例越大,極不經濟。采用變頻器控制,可以解決以上問題。
應用實例
山西省某鋼鐵有限公司煉鐵1#、2#高爐料車卷揚機拖動系統,原設計是采用串電阻調速方式。運行中發現所用73KW ,8極電機啟動速度太快,沒有低速過程,操縱麻煩,還經常出現落道故障。如果加大串入轉子的電阻值,雖然可以使速度降一些,但轉矩又太小,不能啟動重車。針對這種情況,2003年3月,采用了湖南省岳陽麗友商貿有限公司提出的變頻調速改造方案。1#爐選用選用安邦信G9-093T3通用變頻器、2#爐選用安邦信G11-075T3通用變頻器,對原控制電路的進行了改造,取得良好的效果。
高爐料車卷揚機的工況要求
我國的中小煉鐵高爐基本上都是采用料車卷揚機作為標準上料設備,其特點是負荷重,位置控制精度較高,可靠性和安全性能要求高。高爐料車卷揚機安全運行應滿足下列條件:
1、有足夠的提升、運載能力,上料速度要滿足高爐生產。
2、運行可靠平穩,耐用,保證高爐生產的連續性。
3、能夠實現上料自動化,提高生產效率,減輕人員勞動強度。
4、結構簡單,維護方便。
工況要求:啟動速度慢,轉矩大,加速平滑,運行平,停車準確。
二、改造方案
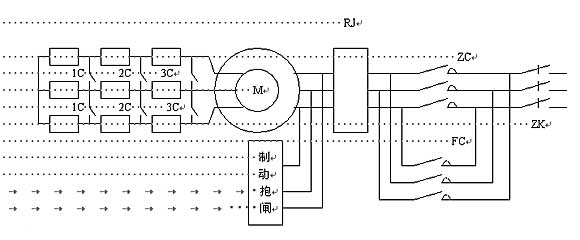
1、圖1為改造前主回路
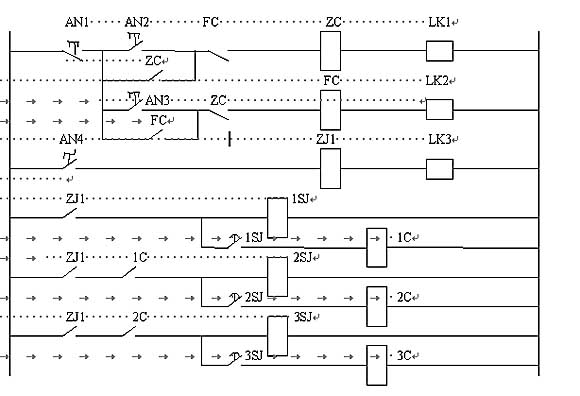
2、圖2為改造前控制電路
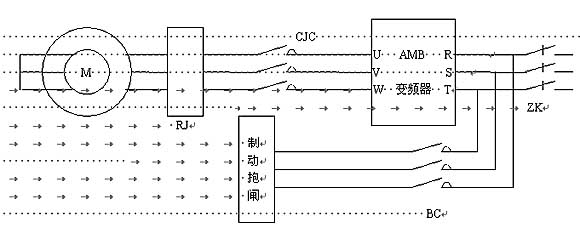
3、圖3為改造后主回路
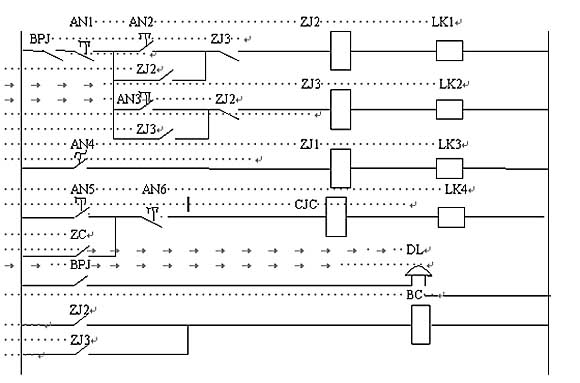
4、圖4為改造后控制電路
三、造步驟
1、拆除原調速控制電路。拆除三個接觸器,三個時間繼電器,一個中間繼電器。
2、拆開繞線轉子和外接電阻的連接,將接線端子短路。將碳刷永遠抬起,直接把轉子繞組的三根出線短路,避免將來因碳刷和集電環接觸不好出現故障。
3、將料車抱閘線與電機分開,單用一只接觸器控制,電源取自變頻器輸入端,要求抱閘和電機同時受電。
4、為保證絕對可靠,保留原料車正反轉控制接觸器,用接觸器的輔助常開點做變頻器外接端子正反轉控制。
5、操作臺安裝一個故障復位按紐,一個蜂鳴器作為變頻器故障報警指示。
6、LK4主令控制器調出一個高速點,操作臺安裝一個試車開關,斷開時料車一直在低速運行。低速設20HZ,高速設38HZ。
四、改造后運行情況
改造后的料車卷揚機,啟動平穩,轉矩大,加減速平滑,停車位置準確,重車、空車停車位置基本一致。運行至今,再沒有發生料車落道事故,料車卷揚機鋼絲繩磨損業明顯減低。并且能在電網電壓較低時正常啟動,運行平穩。
五、結束語
高爐料車卷揚機采用安邦信變頻器調速控制是一種操作簡單、可靠性高、高效、節能,保護功能齊全,便于自動控制的最佳方案,完全可以替代傳統的控制模式。